 Для нарезания внутренней резьбы используют метчик. При нарезании резьбы до 8 мм вручную необходимо использовать комплект из трех метчиков — чернового, среднего и чистового, они на цилиндрической части части хвостовика имеют соответственно одну, две или три кольцевые риски.
Для нарезания внутренней резьбы используют метчик. При нарезании резьбы до 8 мм вручную необходимо использовать комплект из трех метчиков — чернового, среднего и чистового, они на цилиндрической части части хвостовика имеют соответственно одну, две или три кольцевые риски.
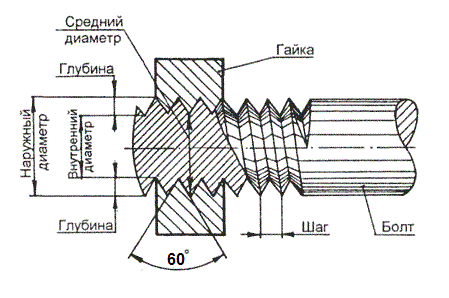
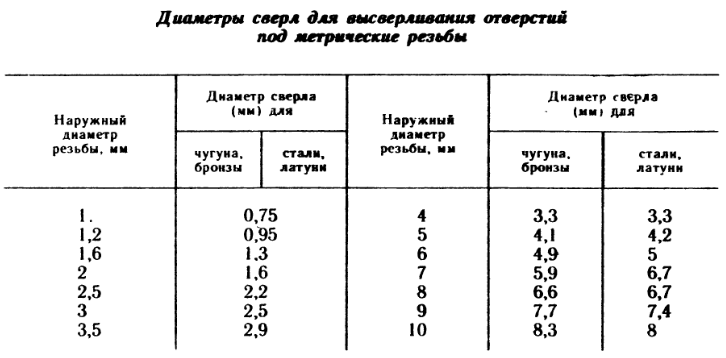
Большое значение имеет правильный выбор диаметра отверстия, если диаметр больше, чем нужно, то внутренняя резьба не будет иметь полного профиля и получится непрочное соединение. При меньшем диаметре отверстия вход в него затруднен, что ведет к срыву первых ниток резьбы или заклиниванию и поломке метчика.
Диаметр отверстия под метрическую резьбы можно приблизительно определить, умножив размер резьбы на 0,8, например для резьбы М2 сверло должно быть диаметром 1,6 мм, соответственно для М3 — 2,4…2,5 мм.
Сначала резьбу нарезают первым метчиком, затем вторым. Для скалывания стружки метчик после каждого оборота по часовой стрелке поворачивают на пол оборота в обратном направлении. Для охлаждения метчика и уменьшения усилия нарезании резьбы применяют смазки:
- алюминий — керосин
- медь — скипидар
- сталь — эмульсию
- бронза и чугун — режут без смазки
При нарезании глухого отверстия его глубина должна быть больше чем длина требуемой резьбы на 3-4 мм. При этом необходимо периодически вывертывать метчик для удаления из отверстия стружки.
Наружную резьбу на винтах, болтах и шпильках нарезают вручную при помощи плашек. Диаметр стержней под наружную резьбу следует подбирать по таблице.
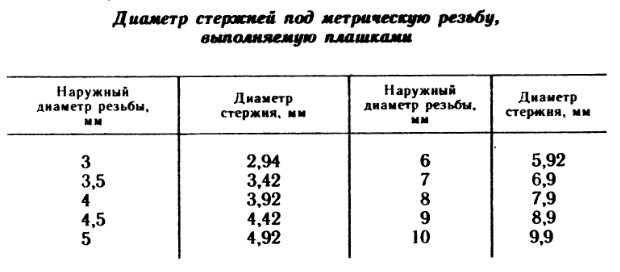
Стержень под резьбу должен иметь чистую поверхность, нельзя нарезать резьбу на стержне покрытым окалиной или ржавчиной.
| M0.25 | 0.075 | M1.1 | 0.25 | M5 | 0.8 | M17 | 2 |
|---|---|---|---|---|---|---|---|
| M0.3 | 0.08 | M1.2 | 0.25 | M5.5 | 0.8 | M18 | 2.5 |
| M0.35 | 0.09 | M1.4 | 0.3 | M6 | 1 | M20 | 2.5 |
| M0.4 | 0.1 | M1.6 | 0.35 | M7 | 1 | M22 | 2.5 |
| M0.45 | 0.1 | M1.8 | 0.35 | M8 | 1.25 | M24 | 3 |
| M0.5 | 0.125 | M2 | 0.4 | M9 | 1.25 | M25 | 3 |
| M0.55 | 0.125 | M2.2 | 0.45 | M10 | 1.5 | M26 | 3 |
| M0.6 | 0.15 | M2.5 | 0.45 | M11 | 1.5 | M27 | 3 |
| M0.7 | 0.175 | M3 | 0.5 | M12 | 1.75 | M28 | 3 |
| M0.8 | 0.2 | M3.5 | 0.6 | M14 | 2 | M30 | 3.5 |
| M0.9 | 0.225 | M4 | 0.7 | M15 | 2 | M32 | 3.5 |
| M1 | 0.25 | M4.5 | 0.75 | M16 | 2 |
